
Keskimmäisen hiontakoneiden seos ohjauslevy
Cat:Työstöryhmäosat
Luokka: Tuotannon aputuotteet Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 laadunhallinta...
Lisää01
Keskustamattoman hiomakoneen alkuperä
Keskimmäisen hiomakoneen alkuperä voidaan jäljittää 1900 -luvun alkuun. Tuolloin autot kehittyivät nopeasti, ja yli 20 autoyhtiötä, kuten Mercedes-Benz, Ford ja General Motors, perustettiin peräkkäin. Autontuotannon organisaatiolomake kirjoitti standardisointi- ja kokoonpanolinjan tuotannon. Keskimmäisen hiomakone syntyi autoteollisuuden kysynnän alla tarkkuusosien suuresta tuotannon määrästä.

Autontuotantopaja 1900 -luvun alkupuolella
Vuonna 1921 Cincinnati Milling Machine Company hyväksyi Ford Motor Company -yrityksen hiomakoneiden tilauksen, valmisti kymmenen keskitetyn hiomakoneen ajoissa ja toimitti ne Fordiin 17. helmikuuta 1922.

Cincinnatin keskitetysti Fordille toimitetut hiomakoneet
Keskimmäisen hiomakoneen syntyessä osien mitta- ja pyöreys on korotettu suoraan neljänneksellä, ja tuotantoaika on pudonnut kymmenesosaan alkuperäisestä. Tämä keskipakoinen hiomistekniikka ei vain mahdollista massatuotannon, vaan myös mahdollistaa vaihdettavien osien valmistuksen.
02
Keskimmäisten hiomakoneiden kehittäminen maassamme
Kotimaassani keskimmäiset hiomakoneet alkoivat myöhässä, mutta kehittyivät suhteellisen nopeasti ja ovat kokeneet kolme suurta vaihetta: jäljitelmätuotanto, itsemuoto ja moderni muotoilu.
1. Jäljitelmätuotantovaihe
1954-1960 oli jäljitelmävaihe. Vuonna 1954 Wuxi -työstötyökalujen tehdas jäljitteli tavallista keskittämätöntä hiomakonetta M2075. Vuonna 1957 leveä hiekkakeskuksen hiomakone M1075K jäljitettiin.

Maani keskitetysti hiomakone (kuvan lähde: Wuxi Chaine Tool Factory virallinen verkkosivusto)
14. Itsemuotovaihe-Kotimaani keskitetyssä hiomakoneessa M1025
Lokakuussa 1956 Wuxi -työkalutehtaan alkoi suunnitella M1025 -hiomakone Neuvostoliiton asiantuntijoiden ohjauksessa. Teknikkojen ja vanhojen työntekijöiden yhteisten ponnistelujen kautta voitettiin erilaisia teknisiä vaikeuksia. Maaliskuussa 1958 uusi tuote koottiin ja arvio hyväksyttiin.
Tämä on Wuxi-työstötyötehtaan suunnittelema hiomakone, ja se on myös kotimaani itse kehittynyt keskitetysti. Tämän keskitettämätöntä hiomakoneen onnistunut kehitys on kerännyt paljon arvokasta kokemusta keskimmäisen hiomakoneemme myöhemmälle tutkimukselle ja kehittämiselle.
Vuosina 1961 - 1970 WUXI -työstötyötehtaan erityisiä keskittämättömiä hiomakoneita kaasuventtiilien, pallotappien, risti -akselien, teräsputkien, moottorin akselien jne. Kasvattamiseen on suunniteltu Kiinassa. Nämä merkitsevät maassamme keskittämättömien hiomakoneiden itsemuotojen kypsyyttä. Tänä ajanjaksona Wuxi -työkalutehtaan, Xianfeng -työstötyökalutehtaan, Benxin toinen työstötyökalutehtaan, Changchun -työkalujen tehdas ja muut valmistajat tuottivat peräkkäin sarjan tavallisia keskittämättömiä hiomakoneita.
3. Moderni suunnitteluvaihe
Tieteen ja tekniikan kehityksen myötä 1980 -luvun alusta lähtien keskimmäiset hiomakoneet ovat tulleet modernin suunnitteluvaiheeseen. Kansakunnani ei ole vain kehittänyt uuden sukupolven korkean tarkkuuden hiomakoneita ja nopeaa keskipistettä, vaan myös sovellettu modulaarista suunnittelua, staattista ja dynaamista äärellisten elementtien suunnittelua, tietokoneavustettua suunnittelu- ja optimointisuunnittelua keskittämättömien hiomakoneiden suunnitteluun.
03
Keskimmäisen hiomakoneen toimintaperiaate ja menetelmä. Kuten nimestä voi päätellä, keskittömä hiomakone on eräänlainen hiomakone, jota ei tarvitse puristaa työkappaleen keskustaa hiomaan. Se koostuu pääasiassa kolmesta mekanismista: hioma -ohjauspyörä, ohjauspyörä (säätöpyörä) ja työkappaleen kiinnike (kuormalava). Hiomapyörän tehtävänä on poistaa pinta jauhasta ja luoda haluttu valoaste; Opaspyörän tehtävänä on hallita hionnan pyörimisnopeutta; Työkappaleen kiinnikettä käytetään tukemaan hiontaa jauhamisen aikana.
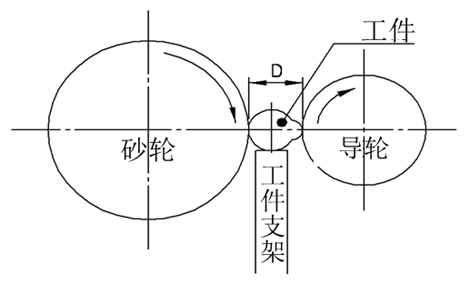
Työkappaleen syöttömenetelmän mukaan keskittoainetta on kolme: hiomamenetelmä:
Ristiriitoiden syöttömenetelmä: Soveltuu monen halkaisijan tai erityismuotoisten työkappaleen hiomiseen. Syöttömenetelmä: Sillä on korkea tuotantotehokkuus neularullien, lieriömäisten rullien ja kapenevien rullien hiomisessa. Tangentiaalinen syöttömenetelmä: Kyky jauhaa erityinen muotoinen työkappale, kuten pallomainen rulla.
04
Keskimmäisen hionnan ja lieriömäisen hionnan edut ja haitat
Tiedämme, että kaikissa hiomakoneissa lieriömäiset hiomakoneet ovat laajalti käytettyjä työstötyökaluja ja voivat käsitellä erilaisia lieriömäisiä kartiomaisia ulkopintoja ja olkapääpinnan pinnan jauhoja. Joten käsitellessäsi työkappalaa, pitäisikö meidän valita keskitettämätön hioma tai lieriömäinen hiominen? Tämä edellyttää niiden ominaisuuksiensa ja etujen ja haittojen ymmärtämistä.
Olemme juuri ottaneet käyttöön keskitetyn hiomakoneen toimintaperiaatteen, ja seuraavat ovat sen ominaisuudet.
1. Jatkuva prosessointi, työkalua ei tarvitse vetää takaisin, lyhyt aika työkappaleiden puristamiseen ja korkea tuottavuus.
2. Kiinnitys- ja ohjauspyörien paikannusmekanismissa on parempi tukea jäykkyyttä kuin tavallisilla lieriömäisillä hiomakoneilla ja keskuskehysmekanismilla, ja se voi olla suurempi leikkaamisessa, mikä edistää hoikkaakselin työkappaleita, mikä tekee helpoista nopeuden jauhamisen ja voimakkaan hionnan saavuttamista.
3. Keskimmäisen ulkopuolisen lieriömäisen hiomakoneen työpaikka on sijoitettu paikannusmekanismiin ulkoisen lieriömäisen hiomakoneen avulla. Hiomamäärä on työkappaleen halkaisijan korvaus. Siksi hiontapyörän kuluminen, syöttömekanismin kompensointi ja leikkausmekanismin toistuva paikannustarkkuusvirhe osan halkaisijalla ja mittatarkkuudella on vain puolet tavallisesta lieriömäisestä hiomakoneesta. Keskimmäistä reikää ei tarvitse porata, ja automaattinen lastaus ja purkaminen on helppo saavuttaa.
4. leveä hiomapyörä Keskimmäisen hiomakone kulkee mekanismin läpi, mikä voi lisätä prosessointikorvausta joka kerta. Kun leikkaat hionta, kompleksiset pinnat voidaan jauhaa peräkkäisiksi tai useamman hiontapyöriin, joilla on korkea tuottavuus ja laaja levitys.

Verrattuna keskitettäviin sylinterimäisiin hiomakoneisiin, seuraavat ominaisuudet ovat:
1. Hiomatehokkuuden suhteen lieriömäinen jauhaminen on paljon huonompaa kuin keskittämätön hiominen, joten tuotantokustannukset ovat suhteellisen korkeat.
2. Verrattuna keskipakoon hiontaan, ulkoisen lieriömäisen hionnan edut ovat kuitenkin erittäin ilmeisiä. Sorvin prosessoinnin aikana syntynyt lieriömäinen virhe rullyytimen etuosassa voidaan korjata; Toiseksi askel -akseli voidaan hioa; Jos se on CNC: n ulkoinen lieriömäinen hioma, se voi myös olla jauhettu keskipitkällä ja korkealla tai kaaripinnalla.
3. Sylinterimäisen tarkkuuden suhteen lieriömäinen jauhatus on yleensä parempi kuin keskipakoiden hiominen.
05
Keskimmäisen hiomakoneen prosessointiveturin dieselmoottoriventtiilin sauva
Kun olet ottanut käyttöön keskittämättömän hionnan ja lieriömäisen hionnan edut ja haitat, katsotaanpa käytännön sovellustapausta.

Veturin dieselmoottoriventtiili
Venttiilit ovat tärkeä osa dieselmoottorien toimintaa. 1970- ja 1980-luvun puolivälissä yritys hyväksyi perinteisen lieriömäisen jauhatusprosessin (molemmat pään paikannusmenetelmä), mutta koska venttiilin sauvan pituus-halkaisija-suhde on suurempi kuin 10 (katso alla oleva kuva).
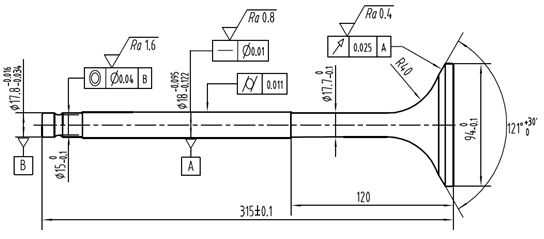
DF11 -veturin dieselmoottoriventtiili
Perinteinen lieriömäinen hiontamenetelmä vähentää huomattavasti jauhatusprosessijärjestelmän jäykkyyttä. Samanaikaisesti venttiilitangon koossa on yleensä epätasaisuus jauhamisen jälkeen, etenkin sauvan rummuttavien vikojen ongelmia ja alhaisen prosessoinnin tehokkuutta ei ole ratkaistu hyvin.
1980-luvun puolivälistä myöhään, yritys esitteli japanilaiset keskittämättömät hiomakoneet. Venttiilinkäsittelytekniikan yleinen reitti suunniteltiin uudelleen sauvan ympärille keskittämättömällä jauhatusmenetelmällä (leikkausmenetelmä). Seuraavassa prosessointiprosessissa venttiilitangon keskittämättömän jauhatusprosessin etu heijastui selvästi, pääasiassa: Hyvän ulottuvuuden toleranssin konsistenssi (0,02 mm: n sisällä), hyvä pinnan karheuden tasaisuus (sauvan osan pinnan karheus on RA0.35: n sisällä) ja keskittömät hioma voi saavuttaa korkean muodon ja sijaintitoleranssivaatimukset.
Yhtiö oppi vuosikymmenien kokemuksesta massanvalmistusventtiileistä, että venttiilin sauvan osa käyttää keskittämätöntä hiontaa on tehokas ja kätevä eränkäsittelymenetelmä. Venttiilemarkkinoiden jatkuvan kehityksen myötä yhtiön kahdella venttiilin tuotantolinjalla on tällä hetkellä useita keskittämättömiä hiomakoneita (Microsa, Japani ja Guangyang, Japani) keskittämättömälle hiomaventtiilin sauvan osalle. Laitteiden käsittelyvaatimukset voivat suorittaa erityyppisiä keskipitkän nopeuden dieselmoottorin meriventtiilejä ja voivat auttaa asiakkaita tutkimaan ja kehittämään korkeat kustannustehokkaat dieselmoottoriventtiilit.

keskitetysti
06
yhteenveto
Keskimmäisen hionta on korkean tuotantotehokas tarkkuuskoneiden koneistusmenetelmä nykyisissä mekaanisissa prosessointimenetelmissä. Tämä hiontamenetelmä voi mahdollistaa työkappaleen hyvän pintakäsittelyn laadun, korkean prosessointitarkkuuden ja korkean prosessointitehokkuuden saamiseksi. Sitä käytetään laajasti nastajen, hoikkaiden sauvojen ja putkien prosessoinnissa, joiden halkaisija on pitkät, ja sitä käytetään laajasti laakerinvalmistuksen alalla.
Viime vuosina kotimaani työstötyökalutehtaat, jotka tuottavat keskittämättömiä hiomakoneita Vaikka ulkomaisten edistyneiden keskittämättömien hiomakoneiden kanssa on edelleen tietty aukko uusien materiaalien soveltamisessa ja uusien tekniikoiden tutkimuksessa ja kehittämisessä, maani keskitettämättömät hiomakoneen valmistajat kohtaavat vaikeuksia ja pyrkivät voittamaan tekniset vaikeudet, mikä on johtanut kotimaani keskitettävyyteen ja älykkyyteen ja älykkyyteen.

Luokka: Tuotannon aputuotteet Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 laadunhallinta...
Lisää
Luokka: Tuotannon aputuotteet Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 laadunhallinta...
Lisää
Luokka: Sydämettömän hiomakone Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 laadunhallint...
Lisää
Luokka: Erityinen venttiilin CNC -hiomakone Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 ...
Lisää
Luokka: Erityinen venttiilin CNC -hiomakone Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 ...
Lisää
Luokka: Erityinen venttiilin CNC -hiomakone Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 ...
Lisää
Luokka: Tuotannon aputuotteet Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 laadunhallinta...
Lisää
Luokka: Tuotannon aputuotteet Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 laadunhallinta...
Lisää
Luokka: Tuotannon aputuotteet Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 laadunhallinta...
Lisää
 86-13584767515
86-13584767515
86-0515-89500828
 Nro 1, teollisuuskeskittymisalue, Wulie Town, Dongtai City, Jiangsun maakunta
Nro 1, teollisuuskeskittymisalue, Wulie Town, Dongtai City, Jiangsun maakunta
Tuote


