
Keskimmäisen hiontakoneiden seos ohjauslevy
Cat:Työstöryhmäosat
Luokka: Tuotannon aputuotteet Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 laadunhallinta...
LisääLasitetun sitoutuneen kuutiometrin boorinitridi (CBN) jauhatuspyörien syntyminen on tarjonnut liuoksen korkean tarkkuuden kartion hiontaan. CBN (kuutiometriä boorinitridi) on toiseksi kovempi materiaali timantin jälkeen, ja lasitettu sidos antaa suuremman lämmönkestävyyden ja rakenteellisen stabiilisuuden hiontapyörälle. Verrattuna perinteisiin jauhatuspyöriin, lasitettujen CBN: n jauhatuspyörien ydinetuihin kuuluvat:
Erittäin pitkä käyttöikä: Kulutusvastus on yli 100 kertaa suurempi kuin korundumin hiomapyörien, mikä vähentää merkittävästi työkalumuutoksia ja pukeutumisaikoja.
Korkea lämpöstabiilisuus: kestää lämpötiloja, jotka ylittävät 1400 ° C, estäen työkappaleen lämmön muodonmuutokset.
Suuri tarkkuuden pidätys: Matala hankaava viljahäviö varmistaa pitkäaikaisen, vakaan työstötarkkuuden.
Korkean tehokkuuden hionta: lisää metallinpoistoastetta 30–50%, mikä parantaa merkittävästi tuotannon tehokkuutta.
Laskeutuneet CBN-hiomapyörät ovat korkean suorituskyvyn hiomatyökaluja, jotka on valmistettu kuutiometrin boorinitridin (CBN) hankaavan ja lasitetun sideaineen yhdistelmästä. Tämä ainutlaatuinen materiaaliyhdistelmä antaa heille poikkeuksellisen koneistussuorituskyvyn.
CBN -hioma -aineiden ominaisuudet
Kuutioboorinitridi (CBN) on synteettinen superharmimateriaali, jonka kiderakenne on kaltainen kuin timantti, joka koostuu kovalenttisesti sitoutuneista boori- ja typpiatomeista. CBN -hiomoilla on seuraavat erinomaiset ominaisuudet:
(1) erittäin korkea kovuus ja kulumiskestävyys
Mikrohardisuus voi saavuttaa 4500HV, toiseksi vain timantille (10000hv) ja yli kaksinkertainen Corundumin (2000hv),
Kulutuskestävyys on yli 100 kertaa tavallisten korundumin hioma-aineiden vastustuskyky, mikä tekee siitä erityisen sopivan korkean suuruuden materiaalien käsittelemiseen
(2) Erinomainen lämmönvakaus
Korkean lämpötilankestävyys jopa 1400 ° C: seen (timantti alkaa hapettua 800 ° C: ssa)
Ylläpitää leikkaus suorituskykyä korkeissa lämpötiloissa eikä reagoi rautapohjaisten metallien kanssa
(3) hyvä kemiallinen inertti
Ei reagoi kemiallisesti metallien, kuten raudan, nikkelin ja koboltin kanssa
Erityisen sopiva rautametallien, kuten kovettuneiden terästen ja nopean teräksen, käsittelyyn
Lasitetun sidoksen ominaisuudet
Laskeutunut sidos on avaintekijä jauhamispyörien suorituskyvyn määrittämisessä. Sen pääominaisuuksia ovat:
(1) korkea lämmönkestävyys
Sintrauslämpötila voi nousta yli 1200 ° C
Ylläpitää vakaita mekaanisia ominaisuuksia työlämpötila -alueella
(2) Erinomainen jäykkyys
Joustava moduuli saavuttaa yli 100 gPa
Pieni muodonmuutos jauhamisen aikana, mikä edistää prosessoinnin tarkkuuden ylläpitämistä
(3) hallittavissa oleva huokoisuus
Huokoisuus 5% -40% voidaan saavuttaa kaavan säätämällä
Huokoisuus auttaa sirun poistamisessa ja jäähdytyksessä, estämällä työkappaleen palovammoja
(4) Hyvä itsensä jakaminen
Hioma jyvät voivat pudota ajoissa passivoinnin jälkeen paljastaen uuden terävän reunan
Ylläpitää jatkuvaa ja vakaa jauhamisnopeus
Keraamisten CBN -hiontapyörien ainutlaatuinen rakenne
Tyypilliset keraamiset CBN-hiontapyörät omaksuvat monikerroksisen rakenteen suunnittelu:
(1) hankaava kerros
CBN-pitoisuus on yleensä 75% -150% (tilavuusosuus)
Hiomakoko-alue: Karkea jauhaminen #80- #120, hieno hionta #400- #2000
(2) siirtymäkerros
Varmistaa vankan sidoksen hiomakerroksen ja substraatin välillä
Paksuus on yleensä 1-2 mm
(3) matriisimateriaali
Alumiiniseos: kevyt, sopiva nopeaan hiomiseen
Teräsmatriisi: korkea jäykkyys, jota käytetään raskaskuorman hiontaan
Keraamisen sidoksen edut
Keraaminen sidos on epäorgaaninen materiaali, joka koostuu lasifaasista ja kiteisestä vaiheesta. Sen etuja ovat:
Korkea jäykkyys: muodonmuutokselle kestävämpi kuin hartsi tai metallisidos, joka sopii tarkkaan jauhamiseen
Korkean lämpötilan vastus: ylläpitää stabiilisuutta jopa nopean jauhamisen aikana (yli 120 m/s).
Erinomainen itseharjoittelu: Bluningin jälkeen hiomajyvät putoavat paljastaen juuri teroitetun reunan ja ylläpitäen terävyyttä.
Vertailu perinteisiin jauhatuspyöriin (korundi, timantti jne.)
Suorituskyvyn vertailu
Perinteisiin jauhatuspyöriin verrattuna keraamiset CBN -hiomapyörät tarjoavat merkittäviä etuja:
| Suorituskyvyn tekniset tiedot | Korundumin hiomapyörä | Hartsirensiini CBN-hiontapyörä | CBN: n hiomapyörä |
| Suurin käyttölämpötila | 800 ° C | 300 ° C | 1400 ° C |
| Jauhamisuhde (G-arvo) | 10-50 | 200-500 | 500-2000 |
| Suurin lineaarinen nopeus | 80m/s | 100 m/s | 160m/s |
| Ulottuvuusvakaus | Kohtuullinen | Hyvä | Erinomainen |
| Pukeutumistiheys | Korkea | Keskipitkä | Matala |
Hiontapyörän valinta ja sovitus
Valitse sopiva CBN-pitoisuus työkappalemateriaalin perusteella (100% -150% suositellaan kovetetulle teräkselle)
Grit -koon valintaperiaatteet:
Karkea jauhaminen: #80- #120
Puoli-hieno hioma: #150- #240
Hieno hionta: #400 ja enemmän
Sideainetyypin valinta (lasifaasi/mikrikiteinen keraaminen)
Asennusmääritys
Käytä erillistä laippaa varmistaaksesi tasaisesti hajautetun kiinnitysvoiman
Dynaaminen tasapainotus vaaditaan asennuksen jälkeen (jäännös epätasapaino ≤ 0,4 g · mm/kg)
Suorita tyhjäkäynnin ajon testi ennen alkuperäistä käyttöä (3 0 minuuttia, lisää sitten vähitellen nopeutta käyttöopeuteen)
Parametrien asettaminen avainpisteet
Lineaarisen nopeuden hallinta:
Teräs: 80-120 m/s
Karbidi: 60-100 m/s
Syötteenopeuden valinta:
Karkea jauhaminen: 0,01-0,03 mm/aivohalvaus
Hieno hionta: 0,002-0,01 mm/aivohalvaus
Spark-puhdistusajat: Suorita vähintään kolme kipinättömän hionnan hienon jauhatusvaiheen aikana.
Jäähdytysnesteen hallinta
On käytettävä erikoistunutta hiontanestettä (pH 8,5-9,5).
Virtausnopeusvaatimus: ≥ 2 l/min/mm jauhatuspyörän leveys.
Suodattimen tarkkuus ≤ 25 μm. Tarkista säännöllisesti pitoisuus (suositus 4-6%)
Hiontapyörän kastikkeet
Pukeutumistyökalujen valinta:
Karkea kastike: Yksikohdan timanttikynä
Hieno kastike: Timantirulla
Pukeutumisparametrit:
Sidossyöttö: 0,002-0,01 mm/aivohalvaus
Pidonopeussuhde: 0,6 - 0,8 (jauhatuspyörän ja rullan lineaarisen nopeuden suhde)
Kuluttaa valvontaa
Tarkista säännöllisesti hiontapyörän pintaolosuhteet (8 tunnin välein)
Luo hiontavoiman/virranvalvontajärjestelmä ja aseta hälytyskynnykset
Tallenna hiomapyörän elämätiedot (pukeutumisvälin keskimääräinen lukumäärä käsiteltyjen osien lukumäärä)
Suojatoimenpiteet
Suojakansi on asennettava (avauskulma ≤ 180 °)
Operaattoreiden on käytettävä suojaamarkeja (suojautuakseen CBN -pölyltä).
Magneettinen erotin on asennettava työalueelle metallilastujen keräämiseksi.
Epänormaali käsittely
Tärinän ylimääräinen käsittelymenettely:
Pysäytä heti kone.
Tarkista karan säteittäinen runo (sen tulisi olla ≤0,005 mm).
Tasapainotus.
Työkappale Burn Response:
Tarkista jäähdytysnesteen suihkekulma.
Vähennä syöttöastetta 20%-30%.
Lämpötilan ja kosteuden hallinta
Pidä työpajan lämpötila 20 ± 2 ° C.
Suhteellinen kosteus 45%-65%.
Tarkkuushihnat on ylläpidettävä vakiossa lämpötilassa.
Tärinän ehkäisymittaukset:
Asenna laitteet värähtelynkestävään pohjaan (amplitudi ≤2μm).
Vältä laitteiden löytämistä samalla alueella kuin leimauslaitteet.
Ilmiö: Työkappale kartiokulma toleranssista (> ± 0,005 °)
Mahdolliset syyt:
Konetyökalun geometrisen tarkkuuden menetys (opas/kara)
Hiomapyörän pukeutumiskulman virheellinen asetus
Riittämätön työkappale/kiinnitysjäykkyys aiheuttaen muodonmuutoksia
Ratkaisut:
Käytä laser-interferometriä tarkistaaksesi työstötyökalun geometrisen tarkkuuden (keskittyminen z-akseliin ja x-akseliin kohtisuoruuteen)
Kalibroida hiontapyörän pukeutumiskulma (tavanomaisen kulmamittarin avulla suositellaan)
Lisää lisätyökappaleen tukipisteitä ja vaihda hydrauliseen kiinnittimeen (ohjata kiinnitysvoima 3-5 MPa: ksi)
Ilmiö: pyöreys> 2 μm
Mahdolliset syyt:
Huono hiontapyörän dynaaminen tasapaino
Karanlaakerin kuluminen (säteittäinen runo> 0,003 mm)
Liialliset hiontaparametrit
Ratkaisu:
Hiomapyörä (tavoitearvo: G1.0)
Tarkista karan säteittäinen runko ja vaihda tarvittaessa laakerit (keraamisia laakereita suositellaan)
Säädä parametrit:
Vähennä lineaarista nopeutta 10%-15%
Vähennä syöttöastetta 50%: iin alkuperäisestä arvosta
Ilmiö: Säännölliset aaltokuviot (aallonpituus 0,1-0,5 mm)
Mahdolliset syyt:
Hionta pyörätyökappalejärjestelmän värähtely
Löysä koneen perusta
Hionta -resonanssi
Ratkaisu:
Tarkista ja vahvista säätiötä (tärinän arvon tulisi olla ≤ 2 μm/s)
Säädä pyörimisnopeus resonanssivyöhykkeen välttämiseksi (määritetty FFT -spektrianalyysillä)
Käytä epätasaisesti etäisyydellä olevaa hiomapyörää (kuten spiraaliuran tyyppi)
Oire: Työkappaleen pinnan värimuutokset (hapettuminen)
Mahdolliset syyt:
Riittämätön jäähdytys (riittämätön virtaus/paine)
Tukkeutuneet jauhatuspyörän huokoset
Liiallinen rehu
Ratkaisu:
Optimoi jäähdytysjärjestelmä:
Lisää virtausnopeus 15 l/min · mm (jauhatuspyörän leveys)
Käytä kaksoissuuttimen mallia (yksi yläosassa ja yksi pohjassa, kulmassa 15 °: ssa)
Puhdista jauhatuspyörän huokoset korkeapaineisella ilmapistoolilla (0,6 MPa paineilma)
Vähennä rehunopeutta 30% ja lisää kiillotussyklien lukumäärää (≥3)
Oire: Pyörien käyttöikä on vähentynyt yli 50%
Mahdolliset syyt:
Virheellinen hiomapitoisuus
Muutokset työkappaleellisessa materiaalissa (esim. Sisältää kovia vaiheita)
Virheelliset pukeutumisparametrit
Ratkaisu:
Säädä CBN -pitoisuus:
Sammuttua terästä: 100%-125%
Karbidi: 75%-100%
Muokkaa pukeutumisparametreja:
Vähennä kastikkeiden syöttönopeus arvoon 0,001 mm/aivohalvaus
Säädä sidoksen nopeussuhde arvoon 0,4
Ilmiö: "Kaljupisteet" ilmestyvät jauhatuspyörän pinnalle
Mahdolliset syyt:
Riittämätön sidoslujuus
Liiallinen iskukuorma
Jäähdytysnesteen korroosio
Ratkaisu:
Käytä erittäin lujaa mikrokiteistä keraamista sidosta
Optimoi leikkausmenetelmä (käytä kaltevaa leikkausta, kulma <5 °)
Vaihda jäähdytysnesteen tyyppi (vältä rikkiä sisältäviä lisäaineita)
Ilmiö: 30%: n väheneminen metallien poistosuhteessa
Mahdolliset syyt:
Hiomapyörän tylsyys
Riittämätön hiomisteho
Konservatiiviset prosessiparametrit
Ratkaisu:
Toteuttaa kuntovalvonta:
Aseta tehokynnys (85% nimellisvirtalähdyksestä)
Käytä akustista emissioanturia jauhatuspyörän kunnon seuraamiseen
Ilmiö: Erojen mittavaihtelu> 0,005 mm
Mahdolliset syyt:
Kertynyt lämpömuodostus
Mittausjärjestelmän virhe
Kompensoimattomat hiomapyöräkulut
Ratkaisu:
Toteuttaa lämpötilan kompensointi:
Koneen lämmittelyaika ≥ 2 tuntia
Asenna ympäristön lämpötilanhallintajärjestelmä (20 ± 1 ° C)
Luo automaattinen korvausmekanismi:
Liipaisin online -mittaus joka 10 osaa
Korjaa z-akselin koordinaatti automaattisesti PLC: n kautta
Hätätoimenpiteet:
Paina heti hätäpysäytyspainiketta
Tarkista suojakannen eheys
Tutkimuksen syyt:
Yli nopeus (tarkista enimmäisnopeustarra)
Liiallinen asennusjännitys (vääntömomentti laipan pultit käsikirjan mukaan)
Hätätoimenpiteet:
Tarkista puristimen hydraulinen paine sammutuksen jälkeen (yleensä 3-5 MPa)
Käytä toissijaista paikannusliuosta (mekaaninen paikannus pneumaattinen puristus)
Lisää visuaalinen tarkastus avainprosesseihin (oikean kiinnittimen vahvistamiseksi)
Luo seurantaloki:
Tallenna hiontavoimakäyrä jokaisen sidoksen jälkeen
Radan hiontapyörän elämän suuntaukset (ohjauskaavion hallinta)
Varaosien hallinta:
Ylläpidä hätätapahtumia (timanttirullia)
Karan laakerin varaosat (suositeltu pakollinen vaihtaminen 8000 tunnin kuluttua)
Keraamiset CBN-pyörän tarkkuuskartiohjaimet ovat huippuluokan laitteita, jotka on erityisesti suunniteltu koneisiin tarkkaan kartiomaisiin osiin. Niiden ydintoiminnot ovat seuraavat:
Mikronitason työstötarkkuuden saavuttaminen (pyöreys ≤ 1μm, kartion kulmatoleranssi ± 0,003 °).
Voi käsitellä erilaisia kartiomaisia rakenteita:
Automotive -vaihteiston synkronointikartiot
Ilma -aluksen moottorin kiinnitys- ja Tenon Groove -kartiot
Tarkkuuslaakerin kilparatoja
Työkalun reunan helpotuskartiot
Suunniteltu korkea-arvoisille materiaaleille:
Karkaistu teräs (HRC60)
Korkean lämpötilan seokset (Inconel 718 jne.)
Karbidi (yg8 jne.)
Ratkaise perinteisten jauhatuspyörien ongelmat, jotka eivät "pysty jauhamaan" ja alttiita palovammoille
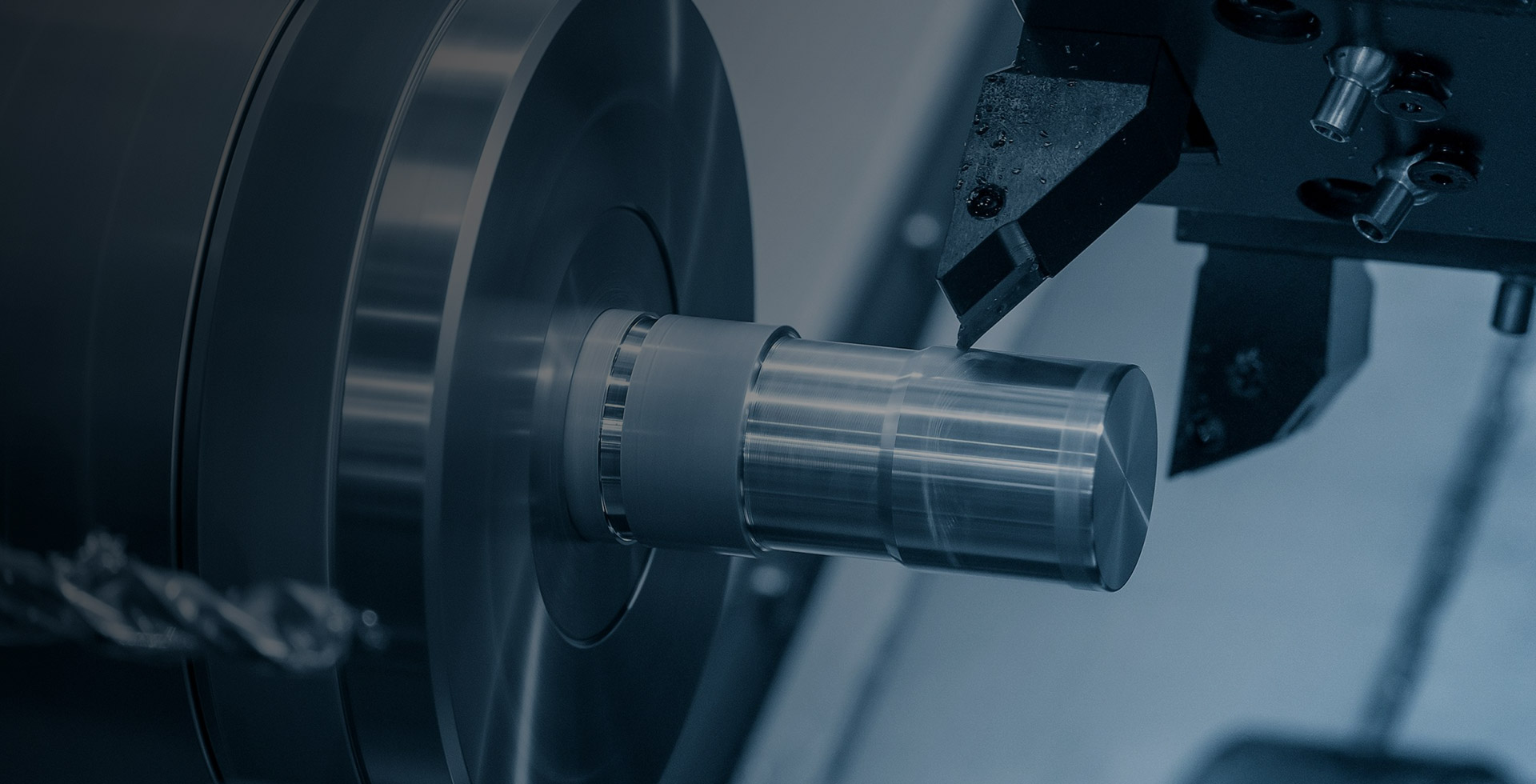
Integroitu kääntymisprosessi
Täydellinen monitoiminen koneistus yhdessä kiinnitysasetuksessa:
Kartion lieriömäinen pinta
Lopeta kasvokampanja
Profilointipintaura
| Vertailukohta | Korundumin hiomapyörä | CBN: n hiomapyörä |
| Pukeutumiselämä | 50 kappaletta | 2000 kappaletta |
| Koko käyttöikä | 200 kappaletta | 50 000 kappaletta |
| Pukeutumistiheys | Kahdesti vuoroa kohti | Kerran viikossa |
Pinnan karheus RA saavuttaa 0,1 μm (peilin viimeistely)
Ei polttokerroksen syvyyttä <2 μm (tavanomaiset jauhamispyörät> 10 μm)
Jäännösjännitys, joka on ohjattu -200MPA: n sisällä (puristusjännitystila)
Parantunut metallinpoistoaste merkittävästi:
Sammuttua terästä: 2,5 mm³/mm · S (tavanomainen prosessi 0,8 mm³/mm · s)
Karbidi: 1,2 mm³/mm · S (tavanomainen prosessi 0,3 mm³/mm · s)
Leikkausjakso väheni 40%-60%
Energiankulutuksen vertailu:
Tavanomainen hiomakone: 25 kW · h/100 kappaletta
CBN -hiomakone: 8 kW · h/100 kappaletta
Jätteiden vähentäminen:
Hioma -sirut vähenivät 80%
Jäähdytysnesteen kulutus väheni 50%
Varustettu online -mittausjärjestelmällä (laser/kosketustyyppi)
Mukautuva korvaustoiminto:
Korjaa automaattisesti jauhatuspyörien kulumisen
Reaaliaikainen kompensointi lämpömuodosta
Digitaalinen kaksoisjärjestelmä ennustaa koneistustuloksia
Nano-keraamisen joukkovelkakirjalainan tekniikka:
Taivutuslujuus nousi 180 MPa
Lämmönkestävyys kasvoi 30%
Monikerroksinen komposiittikohde:
Peruskerros: Korkeasti matriisi
Siirtymäkerros: Gradienttimateriaali
Työkerros: CBN -mikrikiteiden aggregaatit
Kryogeeninen hiomatekniikka:
Työkappaleen lämpötila <150 ° C (tavanomainen prosessi> 400 ° C), joka on saavutettu korkeapaineisen suihkun jäähdytyksen avulla
Tärinän tukahduttamistekniikka:
Aktiivinen vaimennusjärjestelmä hallitsee värähtelyn amplitudia 0,5 μm: n sisällä
Viiden akselin kytkentätoiminto:
Akselien suurin kytkentämäärä: x/y/z/akseli/keskipiste
Paikannustarkkuus: 5 μm 5 μm/300 mm
Modulaarinen suunnittelu:
Nopea hiontapyörän yksikön vaihto (<10 minuuttia)
Valinnaiset kääntämis-/jyrsintätoimintomoduulit
Vaihteiston synkronointikartion koneistus:
Koneistustarkkuus parani DIN 5: ksi
Yksikkökustannukset vähenivät 35%
Uusi energiaajoneuvon moottorin akselikartion koneistus:
Saavuttaa 0,005 mm: n istuvuuden toleranssi
Poista perinteiseen kokoonpanoon liittyvä meluongelma
Moottorin terän kiinnitys ja koneistus:
Väsymys elämä kasvoi 3 kertaa
Koneistusjakso väheni 8 tunnista 2,5 tuntiin
Laskeusvaihteen laakerin koneistus:
Pinnan eheys täyttää AMS2420 -standardit
Romunopeus laski 15%: sta 0,5%: iin
Karbide poran takakulma koneistus:
Leikkausreuna serraatio <3 μm
Työkalun käyttöikä kasvoi 50%
Korkeat jauhamileikkurit kapenevilla varsilla:
Yhteysalue> 90%
Toistettavuuden puristaminen 1μm
Älykkäät päivitykset:
Integroitu AI -prosessin optimointijärjestelmä
Itseoppimisen jauhatuspyörän kunto-ennustemallin kehittäminen
Vihreä valmistus:
Kuiva hiontateknologian läpimurto
Hajoavien sideaineiden kehittäminen
Erittäin varmuuksien koneistus:
Nanomittakaavan pinnan karheuden saavuttaminen (RA <0,05 μm)
Atomitason poistoprosessien kehittäminen
Epänormaali koneistustarkkuus ilmenee pääasiassa liiallisena kartiokulmana ja huonoina kierroksina. Liiallinen kartiokulma viittaa tyypillisesti yli ± 0,01 °: n poikkeamaan todellisen koneistetun kartiokulman ja suunnitteluvaatimuksen välillä, kun taas huono pyöreys osoittaa yli 2 μm: n poikkeaman koneistetusta pyöreästä poikkileikkauksesta.
Liiallisen kartiokulman kannalta kalibroitu on kalibroitava konetyökalun geometrinen tarkkuus. Laser -interferometriä on suositeltavaa tarkistaa kunkin kone -akselin kohtisuorisuus, etenkin X- ja Z -akselien välinen kohtisuoruus. Tämä testi tulisi suorittaa sen jälkeen, kun koneen käyttölämpötila on vakiintunut, ja se vaatii tyypillisesti 1-2 tunnin lämmittelyajoa. Jos kohtisuorisuuden poikkeama havaitaan, se tulisi korjata työstötyökalun valmistajan ohjeiden mukaisesti. Tämä saavutetaan yleensä säätämällä opaskiskon levyvälitys 0,005-0,01 mm: n sisällä.
Hiomapyörän kastike on myös merkittävä tekijä, joka vaikuttaa kartiokulman tarkkuuteen. Timanttirullasidosta on suositeltavaa, kastikkeiden syöttönopeus on 0,002-0,005 mm. Kastikkeen jälkeen tarvitaan vähintään kolme kipinättömän kiillotussykliä hiomapyörän pinnalla olevien hiomajyvien yhdenmukaisuuden ja terävyyden varmistamiseksi. Korkean tarkkuuden kapenevaa koneistamista varten on suositeltavaa testata jauhaa yksi tai kaksi työkappalaa ennen lopullista työstöä. Vasta kun tyydyttävät mittaukset on saatu massatuotanto.
Huono pyöreys liittyy usein läheisesti työstökalun karan tilaan. Tarkista ensin karan säteittäinen runo, jonka ei pitäisi ylittää 0,003 mm valintaosoittimella. Jos tämä arvo ylitetään, karan laakerit on ehkä vaihdettava. Lisäksi jauhatuspyörän on oltava dynaamisesti tasapainossa G1.0 -standardeihin, ja epätasapaino on hallittu 0,4 g · mm/kg. Nopea hionta (lineaariset nopeudet, jotka ylittävät 80 m/s), online-dynaaminen tasapainotusjärjestelmää suositellaan reaaliaikaiseen seurantaan ja säätämiseen.
Pinnan laatuvirheet sisältävät tyypillisesti chatter -merkinnät, palovammat ja liiallinen karheus. Chatter -merkinnät voidaan luokitella säännöllisiksi ja satunnaisiksi.
Säännölliset chatter -merkinnät näkyvät tyypillisesti yhtenäisinä, jaksollisina raidoina, joiden aallonpituus on välillä 0,1 - 0,5 mm. Tämän tyyppinen ongelma johtuu pääasiassa järjestelmän värähtelystä. Hoitotoimenpiteisiin sisältyy: hiomauspyörän tarkkaan tasapainottaminen sen varmistamiseksi, että se täyttää G1.0 -standardit; Karan nopeuden säätäminen ja FFT -spektrianalyysin käyttäminen resonanssitaajuuksien tunnistamiseksi herkkien nopeusalueiden välttämiseksi; ja tarkistamalla työstötyöryhmän säätiö, varmistaaksesi, että tärinätasot ovat alle 2 μm/s.
Satunnaiset chatter -merkinnät näkyvät epäsäännöllisinä pintamerkinä, mikä osoittaa usein mahdollisen karanlaakerin kulumisen. Laakerit on tarkistettava ja vaihdettava tarvittaessa. Korvattaessa kiinnitä huomiota esikuormaan. Liiallinen esikuormitus voi johtaa ennenaikaiseen laakerin epäonnistumiseen.
Pintapoltteet johtuvat pääasiassa hioma -alueen liiallisista lämpötiloista. Ratkaisuihin kuuluu: Jäähdytysnesteen virtausnopeuden nostaminen vähintään 2 l/min millimetriä hiontapyörän leveyttä; Jäähdytysnesteen suuttimen asennon tarkistaminen varmistaaksesi, että se on kohdistettu hionta -kosketusvyöhykkeen kanssa; Hiomaparametrien optimointi, syöttönopeuden vähentäminen ja kiillotussyklien lukumäärän lisääminen. Vakavien palovammojen, lasitetun CBN -hiomapyörän korvaaminen yhdellä, jolla on korkeampi lämmönjohtavuus, voi olla tarpeen.
Liiallinen karheus liittyy usein jauhatuspyörän tilaan. Kun jauhatuspyörän hiekka tulee tylsää, pinnan karheus huononee merkittävästi. Hiomapyörän pukeutuminen on välttämätöntä, ja testikkeet on suoritettava pukeutumisen jälkeen kunnon todentamiseksi. Jos ongelma jatkuu, harkitse siirtymistä hienompaan hiontapyörään tai vähentämällä syöttötapaa 50%.
Pyörän hionta poikkeavuudet ilmenevät pääasiassa liiallisena kulumisena ja hankaava viljahäviö. Hiomapyörän liiallinen kuluminen tarkoittaa, että sen käyttöikä on huomattavasti odotettua alhaisempi, mikä mahdollisesti saavuttaa vain 50% tai jopa vähemmän sen normaalista elinaikasta.
Suurimpia liiallisen kulumisen syitä ovat virheellinen hiomapitoisuus, muutokset työkappaleen materiaalien ominaisuuksissa ja virheelliset pukeutumisparametria -asetukset. Vaikeaa koneita koskevia materiaaleja, kuten kovetettua terästä, on suositeltavaa käyttää jauhatuspyörää, jonka CBN-pitoisuus on 100–125%. Kun koneistavat seokset, jotka sisältävät kovia vaiheita, pitoisuus voidaan vähentää 75%: iin 100%: iin. Kastikkeiden parametrien suhteen sidossyöttö on pelkistettävä arvoon 0,001 mm/isku, ja sidosnopeussuhde tulisi säätää noin 0,4: een.
Grit -leviäminen ilmenee paikallisina "kaljupisteinä" jauhatuspyörän pinnalla. Nämä paikalliset "kaljupisteet" liittyvät tyypillisesti riittämättömään sidoslujuuteen, liiallisiin iskukuormituksiin koneistuksen aikana tai jäähdytysnesteen korroosioon. Ratkaisuihin kuuluu: vaihtaminen hiontapyörään, jolla on erittäin luja mikrokiteinen keraaminen sidos; Koneistuspolun optimointi käyttämällä alle 5 °: n rampeettua pääsyä oikean kulman leikkausten aiheuttamien vaikutusten välttämiseksi; ja jäähdytysnesteen koostumuksen tarkistaminen, jotta vältetään syövyttäviä lisäaineita sisältäviä jäähdytysnesteitä, kuten rikkiä.
Hiontapyörän murtuma hätätilante
Hiomapyörän murtuman sattuessa käyttäjän tulee heti aktivoida hätäpysäytyspainike irrottaaksesi virran koneen. Tarkista sitten suojapeitteen eheys varmistaaksesi, että mikään lentävät roskat eivät voineet vahingoittaa ketään. Onnettomuustutkimuksen tulisi keskittyä: ylittääkö hiomapyörän nopeus etiketissä määritetyn enimmäisnopeuden; onko laipan kiinnitys tasaisuus 0,01 mm; ja onko hiontapyörä vanhentunut vai varastoidaanko väärin.
Työkappaleen puristushäiriöiden vastaus
Työkappaleen puristushäiriö voi johtaa vakaviin turvallisuusriskeihin ja työkappaleen epäonnistumiseen. Parannustoimenpiteisiin sisältyy kaksoispaikannusjärjestelmän käyttöönotto: mekaaninen paikannus vertailuasennon, hydraulisen kiinnittimen varmistamiseksi primaarisen kiinnitysvoiman ja pneumaattisen lukituksen varmistamiseksi turvaominaisuutena. Visuaalinen tarkastus voidaan lisätä myös työkappaleen kiinnittämisen vahvistamiseksi ennen käsittelyä.
Yleiset ongelmaratkaisut:
| Oire | Mahdollinen syy | Ratkaisu |
| Työkappaleen pintaväri | Hiontapyörän epätasapaino/karan laakerin kuluminen | Tasapainotus/korvaa laakerit |
| Kapeneva kulman tarkkuus ylittää | Koneen geometrisen tarkkuuden menetys | Kalibroi konekone- ja opastie |
| Liiallinen hiontapyörän kuluminen | Liialliset hiontaparametrit | Vähennä lineaarista nopeutta 15%-20% |
| Työkappaleen pintapoltto | Riittämätön jäähdytys-/hiomapyörän tylsyys | Lisää jäähdytysvirtausta/vaihda ajassa |
| Vähentynyt jauhamisen tehokkuus | Hiomapyörän huokoset tukkeutuneet | Tyhjennä tai palauta erityisellä puhdistustangolla |
Päivittäiset huolto -avaimet
Päivittäinen huolto on välttämätöntä laitteiden pitkäaikaisen, vakaan toiminnan varmistamiseksi. Ennen kunkin työvuoron alkamista on suoritettava seuraavat tarkastukset: Jäähdytysnesteen pitoisuus on tarkistettava refraktometrillä varmistaaksesi, että pitoisuus pysyy 4% -6%: n alueella; Ilmajärjestelmän paine on tarkistettava, jotta käyttöpaine on 0,5-0,7 MPa; ja jauhatuspyörä on tarkistettava visuaalisesti halkeamien, vikojen tai muiden poikkeavuuksien varalta.
Siirtymisen jälkeinen ylläpito on yhtä tärkeää ja sisältää: työpöydän ja magneettisen erottimen puhdistamisen metallirien ja hankaavan muodostumisen poistamiseksi; Pyyhi opasväylän vartijoita estämään sirut pääsemästä opasväyläpintaan; Pyörän pukeutumistietojen tallentaminen ja vuoron aikana käsiteltyjen työkappaleiden lukumäärä ja täydellisen laitekäyttötietueen ylläpitäminen.
Säännöllinen huoltosuunnitelma
Viikoittainen ylläpito keskittyy ohjausvoitelujärjestelmän tarkistamiseen varmistaakseen, että rasvataso on vähintään 80% ja että voitelulinjat ovat esteettömiä. Hydraulinen järjestelmä tulisi tarkistaa perusteellisesti kuukausittain, keskittyen suodattimen paine -eroon. Jos paine -ero ylittää 0,3 MPa, suodatin on vaihdettava.
Karan järjestelmä tulisi tarkistaa ammattimaisesti neljännesvuosittain käyttämällä korkean tarkkuuden mikrometriä karan säteittäisen runoutin mittaamiseksi, jonka ei pitäisi ylittää 0,002 mm. Karan lämpötilan nousu tulisi myös tarkistaa; Sen ei pitäisi ylittää 15 ° C neljän tunnin jatkuvan toiminnan jälkeen. Vuotuinen huolto vaatii ammattian teknikon suorittamaan työstökalun täydellinen kalibrointi ja palauttamaan kaikki tehdasstandardien paikannustarkkuus.
Avainkomponentin elämänhallinta
Ydinkomponenttina karanlaakerit suositellaan korvaamaan 8000 toiminnan jälkeen pintaolosuhteista riippumatta. Opastien liukusäätimien elinikä on tyypillisesti viiden vuoden ajan, ja ne tulisi korvata nopeasti tarkkuuden menettämisen välttämiseksi. Hiomapyörän laippa on tarkistettava vääntömomentin 2 000 tunnin välein turvallisen ja luotettavan asennuksen varmistamiseksi. Jäähdytysneste tulisi korvata kokonaan kolmen kuukauden välein, jotta voidaan estää koneistusten suorituskyky.
| Huoltokategoria | Huoltokappale | Käyttötiedot ja standardit | Kiertää | Kirjaa |
| Päivittäinen huolto | Jäähdytysnesteen tarkastus | Tarkista pitoisuus (4%-6%), pH (8,5-9,5), suodatustarkkuus ≤ 25 μm | Vuoroa kohden | Tallenna keskittyminen ja epäpuhtaudet |
|
| Hiontapyörän silmämääräinen tarkastus | Tarkista halkeamat, viat ja löysät hioma -hiukkaset ja puhdasta ilman reikää (0,6mPa ilmapistoolia). | Joka vuoro | Ota valokuvia ja arkistoi kaikki poikkeavuudet. |
| Tarkasta ilmanpainejärjestelmä. | Varmista, että paine on välillä 0,5-0,7MPa ja että putkistossa ei ole vuotoja. | Joka vuoro | Tallenna painearvo. | |
| Viikoittainen huolto | Opas rautatievoitelu | Lisää erityinen rasva, täytä ≥ 80% | Viikoittain | Tallenna voitelupisteet ja määrät |
|
| Hydraulisen järjestelmän tarkastus | Tarkista suodattimen paine -ero (<0,3 MPa) ja öljytaso merkityn alueen sisällä. | Viikoittain | Tallenna paine -differentiaali- ja öljytaso. |
| Hiontapyörän dynaaminen tasapainon tarkistus. | Käytä dynaamista tasapainottajaa kalibroidaksesi G1.0: een (epätasapaino ≤ 0,4 g · mm/kg). | Viikoittain tai vaihtamisen jälkeen. | Tallenna epätasapaino. | |
| Kuukausittainen huolto | Karan tarkkuustarkastus | Mittaa säteittäinen runo (≤0,003 mm) ja aksiaalinen pelaaminen (≤0,002 mm) | Kuukausittain | Tallenna tarkastusraportti |
|
| Jäähdytysnesteen vaihto | Vaihda jäähdytysneste kokonaan ja puhdista putket ja säiliö. | Joka kolmas kuukausi | Tallenna korvauspäivä ja mallinumero. |
| Konetyökalun geometrinen tarkkuuskalibrointi. | Tarkista kunkin akselin pystysuuntaisuus laser -interferometrillä (x/z -akseli ≤ 0,005 mm/300 mm). | Neljännesvuosittain | Pidä kalibrointitodistus tiedostossa. | |
| Vuotuinen kunnossapito | Täysi koneen uudistus | Sisään | Vuosittain | Täydellinen huoltoraportti |
| Avainkomponentin elämänhallinta | Karan laakerinvaihto | Pakollinen vaihto 8000 toiminnan jälkeen, käyttämällä keraamisia laakereita | Tunnilla kertynyt | Tietueen vaihtoaika ja erä |
|
| Vaihda opaskiskot ja liukusäätimet | Korvaa joka viisi vuosi tai kun merkittävä leikki kehittyy | 5 vuotta | Tallenna korvaavan syy |
| Hiontapyörän laipan kalibrointi | Tarkista tasaisuus (≤ 0,01 mm). Pultin vääntömomentti on noudatettava valmistajan ohjeita. | 2000 tunnin välein | Tallenna vääntömomentin arvo | |
| Hätävaste | Hiomapyörän halkeama | Pysäytä heti kone → Tarkista suojakansi → Tarkista nopeus-/asennusongelmat → Vaihda hiontapyörä | Jos halkeama | Täytä tapahtumaraportti |
|
| Työkappaleen puristushäiriö | Stop Machine → Tarkista puristimen paine (3-5 MPa) → Lisää visuaalinen tarkastus → Optimoi paikannus | Kun tämä tapahtuu | Tallenna korjaavat toimenpiteet |
Huoltovarotoimet:
Turvallisuus ensin: Irrota virtalähde ennen huoltoa ja vapauta paine. Käytä suojavarusteita.
Työkalut: Käytä valmistajan suosittelemia tarkastustyökaluja (kuten laserterferometrit ja dynaamiset tasapainottajat).
Tietojen jäljitettävyys: Jokaiselle huoltotoimenpiteelle vaaditaan allekirjoitusvahvistus, ja tiedot arkistoidaan vähintään kolme vuotta.
Epänormaali varoitus: Sammuta heti tutkintakoneen, jos havaitaan ongelmia, kuten lisääntynyt värähtely tai epänormaali lämpötilan nousu.
Vastaus:
Erittäin pitkä käyttöikä: CBN: n kovuus on toiseksi vain timantti, ja sen kulutuskestävyys on yli 100 kertaa suurempi kuin korundin jauhatuspyörien, mikä vähentää merkittävästi vaihtotaajuutta.
Korkea lämpöstabiilisuus: CBN kestää lämpötiloja jopa 1400 ° C: seen, estäen työkappaleen palovammoja (tavanomaiset jauhatuspyörät epäonnistuvat 800 ° C: ssa).
Suuri tarkkuuspistointi: Lasitetulla sidoksella on erinomainen jäykkyys, vakaat jauhatusvoimat ja se voi saavuttaa alle 1 μm: n kapeneva pyöreys.
Korkea hyötysuhde: Metallin poistoasteet nousevat 30%-50%, mikä tekee siitä sopivan vaikeasti koneiden materiaaleille, kuten kovettuneille teräs- ja korkean lämpötilan seoksille.
Hiekkakoko:
Karkea jauhaminen (RA 0,8 μm): #80- #120
Hieno hionta (RA 0,1 μm): #400- #2000
Keskittyminen:
Karkaistu teräs: 100%-150%
Karbidi: 75%-100%
Sideaine:
Lasivaiheinen keraaminen: Yleiskäyttöinen
Mikrokiteinen keraaminen: Korkeat sitkeysvaatimukset
V: Vianmääritysvaiheet:
Dynaaminen tasapainotus: Hiomapyörän on oltava G1.0 -aste (epätasapaino ≤ 0,4 g · mm/kg).
Tarkista karan laakerit: Vaihda, jos radiaalinen vuode> 0,003 mm.
Säädä parametrit:
Vähennä lineaarista nopeutta 10% -15% (esim. 120 m/s-100 m/s).
Vähennä syöttöaste 50%: iin alkuperäisestä arvosta.
Optimoi puristus: Lisää työkappaleen tukipisteitä ja vähennä ylittämistä.
Vastaus: Yleiset syyt ja ratkaisut:
| Aiheuttaa | Ratkaisu |
| Liialliset hiontaparametrit | Vähennä viivanopeutta tai syötteenopeutta |
| Riittämätön jäähdytysnesteen pitoisuus (<4%) | Täydentää konsentraattia 6%: iin |
| Hiomapyörän huokoset tukkeutuivat | Puhdista 0,6 MPa korkeapaineisella ilmapistoolilla |
| Vaihda työkappalemateriaali (sisältää kovan vaiheen) | Käytä korkeampaa pitoisuutta (150%) tai hienompaa hiomapyörää |
Vastaus:
Jäähdytysoptimointi:
Virtausnopeus ≥ 15 l/min · mm (jauhatuspyörän leveys)
Käytä sisäisesti jäähdytettyä hiomapyörää tai kaksoissuuttoa (15 ° kulma)
Prosessin säätö:
Lisää kiillotussyklien lukumäärää (≥ 3 kipinättömiä jauhoja)
Vähentää rehua 30%
Hiomapyörän valinta:
Käytä hiontapyörää, jolla on korkea huokoisuus (30%-40%) lämmön hajoamisen parantamiseksi.
Vastaus:
Koneen geometrisen tarkkuuden kalibrointi:
Tarkista x/z -akselin kohtisuorisuus (virhe ≤ 0,005 mm/300 mm) käyttämällä laser -interferometrillä.
Hiomapyörän kastikulan korjaaminen:
Kalibroida timanttialuspukeja vakiokulmalohkolla. Tarkista valaisimen jäykkyys:
Hallitse puristusvoimaa 3-5 MPa: ssa työkappaleen muodonmuutoksen estämiseksi.
Vastaus:
Pidekkari: Timantirullia suositellaan (pitkä käyttöikä ja suuri tarkkuus).
Parametria -asetukset:
Pidonsyöttönopeus: 0,002-0,005 mm/aivohalvaus
Pidonopeussuhde: 0,4 - 0,8 (jauhatuspyörä rulla -lineaarinen nopeussuhde)
Hiomavaatimukset: Kasketuksen jälkeen vaaditaan kolme kipinävapaa siirtoa.
Vastaus:
IDLE -ajokoe: Nosta nopeus asteittain toimintanopeuteen ja suorita 30 minuuttia.
Dynaaminen tasapainotus: Käytä online -tasapainottajaa sopeutuaksesi G1.0: een.
Testaa jauhamisen varmennus:
Prosessi 2-3 Näytteet ja tarkista mitat ja pinnan laatu.
Säädä hienoksi pukeutumismäärät tai jauhatusparametrit tulosten perusteella.
Säännölliset chatter -merkinnät
Ominaisuudet: Jaksolliset striaatiot, joiden aallonpituus on 0,1-0,5 mm
Korjauskeino:
Tarkista säätiön värähtely (pitäisi olla ≤2μm/s)
Säädä nopeus resonanssitaajuuksien välttämiseksi
Käytä epätasaisesti etäisyydellä olevaa hiomapyörää (spiraalihuilu)
Pintapoltto
Kriteerit: hapen värjäyskerros
Tärkeimmät vastatoimet:
Lisää jäähdytysnesteen virtausnopeus ≥15 l/min · mm
Hyväksy sisäisesti jäähdytetty jauhamissuunnittelu
Vähennä rehun määrää 30% ja lisää kolme ylimääräistä kiillotuspäästöä
Epänormaali kuluminen
Tyypillinen tapaus: Elinikä vähenee yli 50%
Optimointiratkaisu:
Säädä CBN-pitoisuus (100-125% kovetetulle teräkselle)
Modifioida pukulametrit (syöttönopeus ≤ 0,001 mm/aivohalvaus)
Hierovan vilja
Oire: "Kalju pisteet" ilmestyy jauhatuspyörän pinnalle
Perus Syy:
Sidoslujuushaittoja
Oikean kulman leikkausvaikutus
Parannusmenetelmät:
Käytä mikrokiteistä keraamista sidoshiomapyörää
Hyväksy <5 ° kaltevuusleikkausmenetelmä
Ulottuvuuden epävakaus
Avainohjauspisteet:
Ympäristön lämpötilan säätö 20 ± 1 ° C: ssa
Liipaisin online -mittauskorvaus 10 kappaleessa
Luo lämmön muodonmuutoksen kompensointimalli
Hiomapyörän halkeama
Hätätoimenpiteet:
Välitön hätäpysäytys
Tarkista suojakannen eheys
Tarkista, ylittääkö nopeus rajan
Työkappale lentävä
Ennaltaehkäisevät toimenpiteet:
Käytä mekaanista ja hydraulista kaksoispistettä
Asenna visuaalinen vahvistusjärjestelmä
Päivittäinen tarkastus:
Jäähdytysnesteen pitoisuus (4-6%)
Hiomapyörän ulkonäkö (halkeamat/viat)
Määräaikainen huolto:
Viikoittain: Guideway -voitelu (rasvan täyttö ≥ 80%)
Kuukausittain: Karan runo -tarkastus (≤ 0,003 mm)
Liite: Nopea diagnoositaulukko
| Ongelman kuvaus | Ensisijaiset tarkastuskohteet | Määräaika |
| Naarmuta | Dynaaminen tasapainotus/laakerit | 2 tunnin kuluessa |
| Palovamma | Jäähdytysjärjestelmä | Välitön sammutus |
| Ulottuvuus | Lämpötilan kompensointi | Ratkaista vuoron aikana |
Luonnolliset edut, jotka määritetään materiaaliominaisuuksilla
Korvaamattomat superAbraasiesit
CBN: n (kuutiometrin boorinitridi) on kovuus 4500 HV, toiseksi vain timantille, mutta sen korkean lämpötilan stabiilisuus (1400 ° C) ylittää huomattavasti timantin (joka hapettaa 800 ° C: ssa).
Tyypillinen vertailu: Kun kovettunut teräs (HRC 60), CBN -pyörän elinaika on 100 -kertainen korundin pyörän elinaika.
Lasitetujen sidosten synergistiset vaikutukset: Mikrokiteinen keraaminen rakenne yhdistää jäykkyyden (elastinen moduuli 100 GPA), jolla on itsensä jatko-ominaisuudet.
Hallittava huokoisuus (5%-40%) parantaa lämmön hajoamista hartsi/metallisidoksiin verrattuna.
Läpimurto tarkkuuden säilyttämisessä
Nanotason vakaus
Hioma viljan menetysaste <0,1%/tunti, seuraavien varmistaminen myös 2000 syklin jälkeen:
Pyöreys ≤ 1μm
Kartion kulmatoleranssi ± 0,003 °
Lämmön muodonmuutoksen hallinta
Lämpöjohtavuus on 1300 W/(M · K) ja jauhatusvyöhykkeen lämpötila on 200 ° C alempi kuin Corundumin hiomapyörien.
Mitatut tiedot: Työkappaleen pintalämpötila <150 ° C jauhaa titaaniseoksia (tavanomaiset prosessit> 400 ° C)
Tulevaisuudennäkymä tekninen kehitys
Luonnollinen istuvuus älykkääseen hiontaan
Erittäin ennustettava kulumiskäyttäytyminen, joka sopii:
Digitaalinen kaksosimallinnus
Mukautuva ohjausalgoritmi
Nykyinen johtava ratkaisu: Jäljellä oleva hiomapyörä on elinkaaren ennustamisvirhe <3%
Vihreät valmistustrendit
Energiankulutuksen vertailu:
Tavanomainen jauhatus: 25 kW · H/100 kappaletta
CBN -hionta: 8 kW · h/100 kappaletta
50%: n jäähdytysnesteen kulutuksen vähentäminen

Luokka: Tuotannon aputuotteet Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 laadunhallinta...
Lisää
Luokka: Tuotannon aputuotteet Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 laadunhallinta...
Lisää
Luokka: Erityinen venttiilin CNC -hiomakone Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 ...
Lisää
Luokka: Erityinen venttiilin CNC -hiomakone Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 ...
Lisää
Luokka: Erityinen venttiilin CNC -hiomakone Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 ...
Lisää
Luokka: Erityinen venttiilin CNC -hiomakone Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 ...
Lisää
Luokka: Erityinen venttiilin CNC -hiomakone Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 ...
Lisää
Luokka: Tuotannon aputuotteet Tuotteen yleiskatsaus: Yhtiö on läpäissyt erilaisten järjestelmien, kuten ISO9001: 2015 laadunhallinta...
Lisää
 86-13584767515
86-13584767515
86-0515-89500828
 Nro 1, teollisuuskeskittymisalue, Wulie Town, Dongtai City, Jiangsun maakunta
Nro 1, teollisuuskeskittymisalue, Wulie Town, Dongtai City, Jiangsun maakunta
Tuote



